
Prvo poglavje
Predstavitev izdelka
Neodvisno smo razvili naš krožni pletilni stroj, ki prebija tradicionalni koncept oblikovanja in tehniko izdelave ter združuje tržne značilnosti tkanin s krožno rezanimi lasmi.
Aplikacije:
Odeje, preproge, koralni flis, tkanine z visokimi lasmi, borovina, pav kašmir, PV flis, slamnati kašmir in vse vrste materialov za oblačila.
Tehnični podatki:
Model: YF3012;YF3016;YF3020;YF3214;YF3218;YF3222;YF3418;YF3420;YF3422;YF3620;YF3622;YF3822;YF3824;YF3826;YF3828;YF4022;YF4026;YF4030;YF4428;YF4432
Premer cilindra: 30-38 palcev
Merilo igle: 14G-32G
Podajalnik: 12F-32F
RPM: 1-23r/min
Moč: 4kw, 5,5kw
Višina kupa: 4-25, 25-50 mm
Drugo poglavje
Razkladanje in namestitev
Razkladanje glavnega okvirja
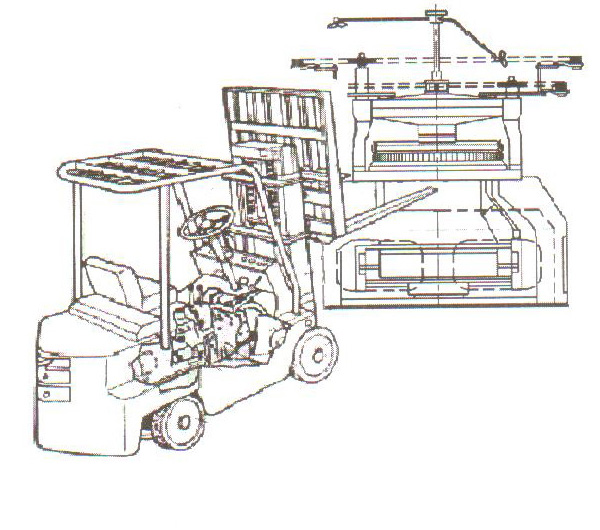
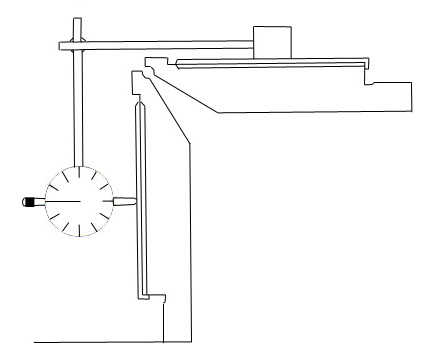
Za razkladanje okvirja uporabite viličar z več kot 5 tonami, metoda, kot je prikazana na sliki 1-1, preberitenavodila spodaj:
1. Pred razkladanjem premaknite prenosni sistem z roko, da bo previjalnik blaga vzporeden z glavno nogo (običajno so bili stroji v tem stanju pred dostavo).
2. Počasi naložite roko viličarja med oba para nog in jo dvignite navpično od spodaj (pozor: podložite nekaj lesenih blokov med roko in stroj, da se izognete poškodbam zaradi zdrsa stroja med razkladanjem)
3. Med razkladanjem držite stroj približno 30-50 cm nad tlemi, ne dovolite, da teče po neravni cesti, ne smete se ustaviti ali nenadoma premikati, in previdno prižgite gor in dol.
4. Če stroj ni bil dostavljen v strankino tovarno, ga postavite na suho in čisto mesto, da se izognete poškodbam in koroziji ter preprečite normalno uporabnost stroja.
Položaj stroja in namestitev:
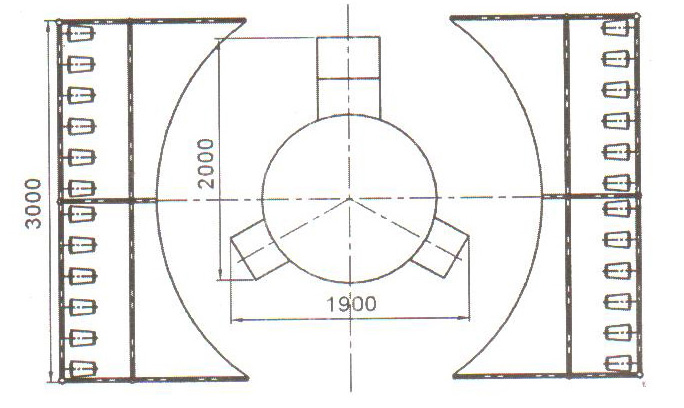
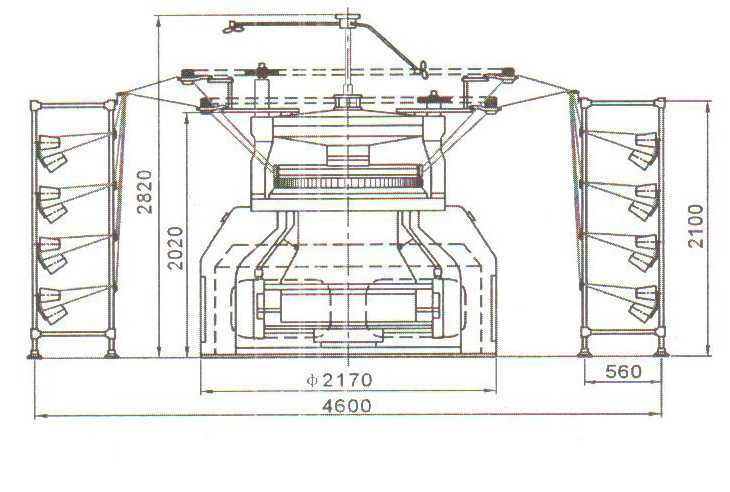
1. Preden določite položaj, izmerite položaj okvirja in vretena, da zagotovite položaj namestitve glede na velikost na sliki 1-2
2. Ko določite položaj, uporabite gradient za natančno izravnavo površine stroja (lahko prilagodite nožni vijak glavne in primežne noge, da zagotovite, da bočna napaka ni večja od 5 mm)
Lokacija in kombinacija vretenca
1.Potrdite položaj vretena glede na velikost na sliki 1-2.
2. Povežite cilindrični steber in njegovo krmo ter nastavite okvir vretena
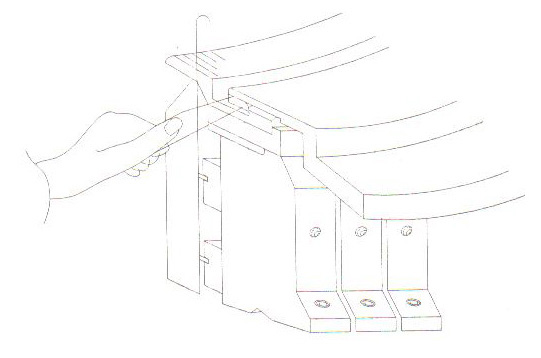
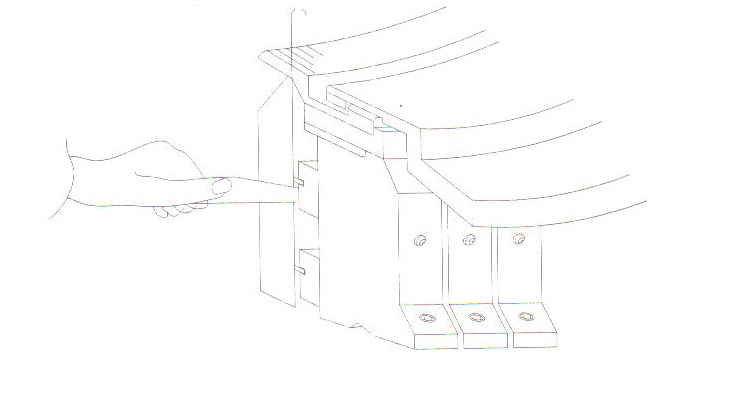
3. Namestite štiri debelejše aluminijaste trakove na zadnjo stran valja (za namestitev cevne proge preje), druge štiri tanjše pa morate namestiti pred valja (za namestitev stiskalne naprave)
4. Višina aluminijastih trakov za dovajanje preje mora biti višja od aluminija za stiskanje, tako da bo pri pletenju dovajanje preje gladko in se ne bo zlahka zlomilo.
5. Na sprednje aluminijaste trakove namestite stiskalno napravo, na zadnje aluminijaste trakove namestite cevno cevno prejo.Ohranite enakomerno razdaljo, da preprečite podajanje preje.
Kombinacija pošiljanja preje
1. Namestite in prilagodite transformatorje in stebre za dovajanje preje
2. Namestite navzgor krožni okvir, navzgor napravo za shranjevanje preje in napajalne žice naprave za samodejno zaustavitev.
3. Namestite spodnji okrogli okvir, napravo za shranjevanje puhaste preje in napajalne žice naprave za samodejno zaustavitev.
4. Namestite jermen za prenos gor in dol.
5. Namestite gor in dol zbiralnik prahu, pazite, da prilagodite položaj ventilatorja.
6. Prilagodite aluminijasto ploščo preje
7. Priključite napajanje naprave za samodejno zaustavitev.
Tretje poglavje
Tehnični standard in primarna prilagoditev
Vsi naši stroji so skozi strogo vbrizgavanje, prilagajanje in zagon pred dostavo (vsi stroji morajo delovati več kot 48 ur)
Tehnični standardi
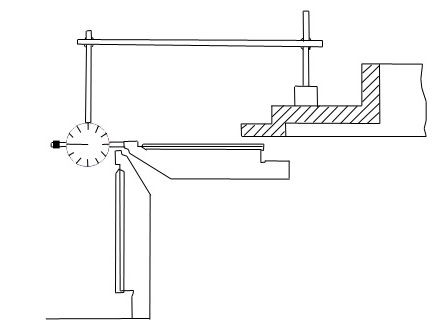
1. Samoporavnanost številčnice z iglo navzgor
Standardno≤0,05 cm
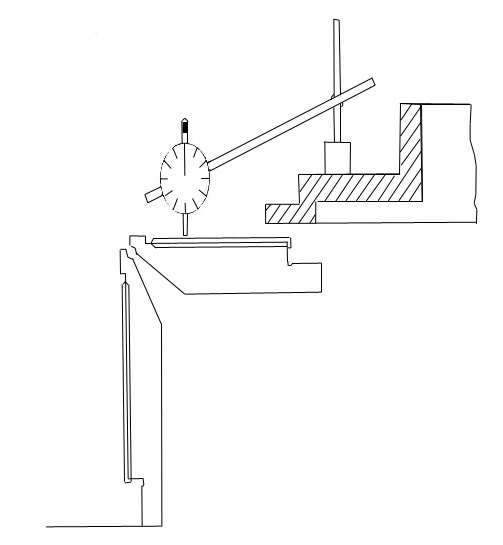
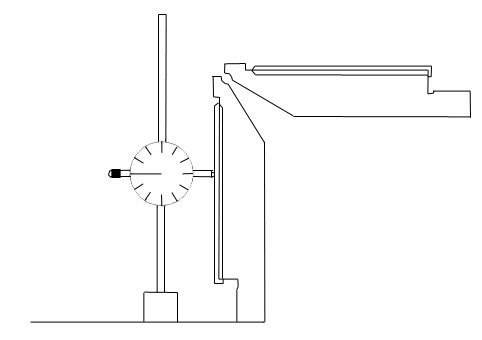
2. Samozaobljenost igle navzgor
Standardno≤0,05 cm
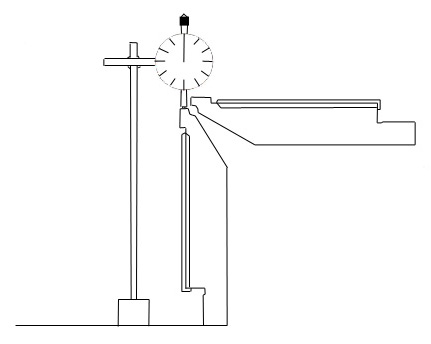
3.Samo zaokroženost spodnjega igelnega bobna
Standardno≤0,05 cm
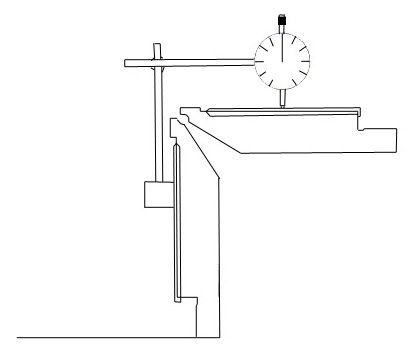
4. Samoravnalnost spodnjega igelnega bobna
Standardno≤0,05 cm
5. Enaka ravnina številčnice brez igle in bobna igle navzdol
Standardno≤0,05 cm
6. Enaka zaokroženost številčnice igle navzgor in bobna igle navzdol
Standardno≤0,05 cm
7. Prostor med zgornjimi odmikači in igelnim bobnom
0,15 mm-0,25 mm
8. Prostor med spodnjimi odmikači in igelnim bobnom
0,15 mm-0,25 m
Primarna prilagoditev
Običajno je naš stroj pred dostavo pod strogim vbrizgavanjem, a da bi vam omogočili večjo varnost pri uporabi stroja, pred uporabo preverite in prilagodite.
1. Preverite motorni pogon
Priključite napajanje in preverite smer vožnje motorja; če se smer razlikuje od oznake na motorju, takoj zamenjajte ožičenje motorja (zamenjajte dve od treh faz priključka motorja).
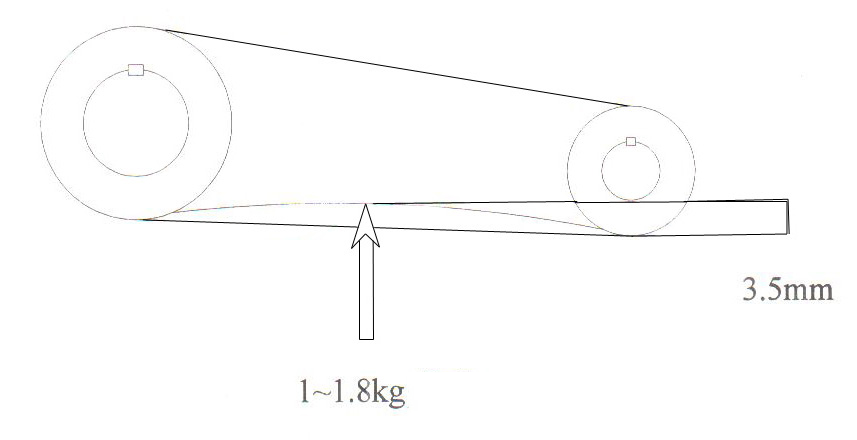
2.Preverjanje in nastavitev pogonskega jermena motorja
Pred delom preverite napetost pogonskega jermena motorja.Pridobite 1-1,8 kg sile na sredini pasu, naredite linearno deformacijo pasu manjšo od 3,5 mm, prilagodite jo, dokler ne izpolnite zahteve.Način prilagajanja: odvijte zaklepni vijak na dnu motorja, prilagodite svileni klobuk za nastavitev napetosti motorja, dokler napetost ne ustreza zahtevam, in privijte vijak.
Pozor: prve tri dni ponovno preverite enkrat, kasneje pa vsake tri mesece.
3. Prilagoditev sistema pihanja
Ventilator sistema pihanja je treba posebej prilagoditi, dokler se ventilator ne nahaja v najboljšem položaju.Torej, ko je napajanje vklopljeno, lahko ventilator razpihne vsak kotiček dovajane preje.
4. Prilagoditev sistema prenosa preje
(1) Mikro prilagoditev aluminijaste plošče za dovajanje preje.
Spremenite premer aluminijaste plošče za dovajanje preje, spremenilo se bo prenosno razmerje in spremenila se bo količina dovajanja preje.Metode so spodaj:
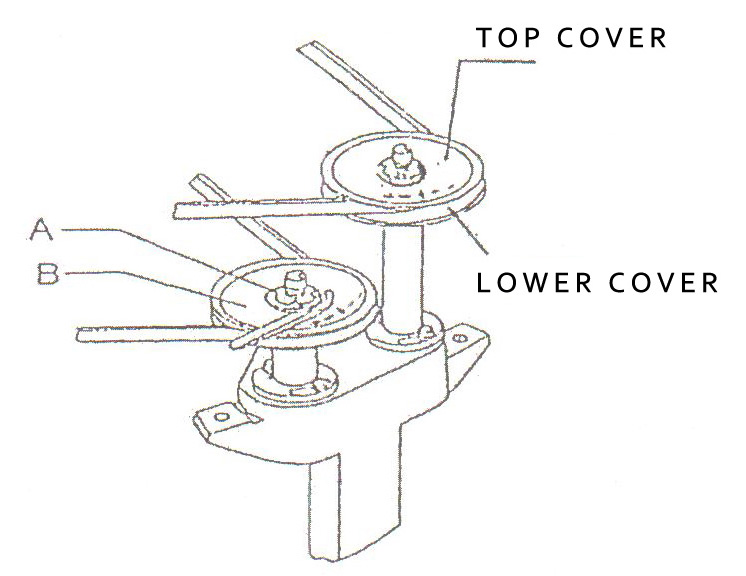
①Najprej s ključem odvijte okroglo matico A na vrhu aluminijaste plošče za dovajanje preje.
②Zasukajte pokrov v smeri "+", 12 drsnikov znotraj plošče se bo razširilo navzven, da se poveča premer kolesa in poveča količina podajanja preje.Nasprotno, zavrtite na “-”, količina podajanja preje se bo zmanjšala.Pri vrtenju bodite vzporedni, sicer lahko drsniki padejo iz reže.
③razpon premera aluminijaste plošče za dovajanje preje bo: 70-202 mm
④Po nastavitvi plošče ponovno zataknite okroglo matico.
(2) Nastavitev napetosti jermena za prenos preje
Če je pas preohlapen, bo naprava za shranjevanje preje zdrsnila in stagnirala, kar bo vplivalo na podajanje preje.Zato pred zagonom najbolje prilagodite prenos dovajanja preje, kot je prikazano spodaj:
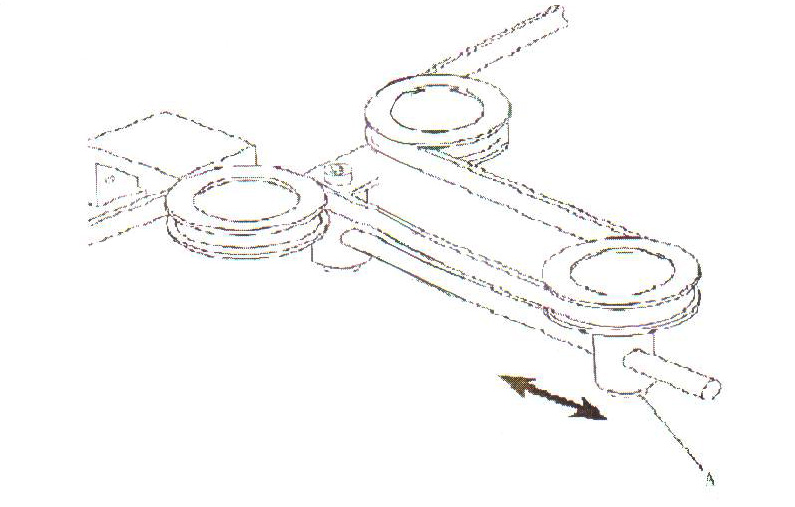
①odvijte vijak A
②Povlecite drsno kolesce navzven vzdolž drsnika in se prepričajte, da je napetost jermena na napravi za shranjevanje preje enaka.
③zaklenite vijak A
1.preverjanje mazanja z mastjo
Preverite mazanje vsakega dela prenosnega sistema in sistema za valjanje blaga, če pride do nenormalnosti, pravočasno dodajte mazanje z mastjo
Četrto poglavje
Običajne težave med pletenjem
Luknja
· V glavnem zaradi grobe preje
·Zaradi slabe kakovosti ali preveč posušene preje
·Napačen položaj ustja za dovajanje preje
·Napetost preje je prevelika ali pa je napetost navitja prevelika
·Gostota tuljave je previsoka
· Pletilni krog je predolg, blago pa pretanko
Manjka igla
·Napačen položaj ustja za dovajanje preje
·Napetost preje je premajhna
·Krog pletenja je predolg
·Napačna odprtina za podajanje preje
·Usta za dovajanje površinske preje so previsoka
Tuckov fenomen
·Napetost navitja je premajhna
·Gostota tkanine je previsoka
·Jeziček igle je poškodovan
Poškodba jezika igle
·Položaj podajalnega ustja je previsok, previsok spredaj ali preveč zadaj, bodite pozorni, ali je preja prišla v podajalno usta.
Trk igle
· Pomanjkanje olja ali nepravilna uporaba
· Kakovost preje je preveč porozna ali pa vreteno ni primerno za širino
·Hitrost je previsoka ali pa je previsoka gostota blaga
· Vzrok za zlomljen bobnič igle, številčnico igle ali odmikač
·Izvirniki za pletenje niso gladki, niso dovolj čisti
·Razkorak med številčnico za pletenje in bobnom je bil napačen
Črte
·Nepravilna nastavitev površinske napetosti preje
· Kakovost preje je drugačna
·Nepravilna nastavitev položaja volnenega kolesa
·Nepravilna nastavitev napetosti spodnje preje
Bar
· Nož ni oster
·V nožu je preveč prahu in kavelj za nož je pretesen
·Pomanjkanje olja, količina olja je premajhna
peto poglavje
Vzdrževanje
Visoka hitrost in visoka natančnost sodobnega pletilnega stroja zahteva visoko zahtevo po vzdrževanju, zato je naše podjetje resno povzelo nekatere vzdrževalne metode vsakodnevnega dela, upamo, da bodo stranke lahko upoštevale predloge, da bo stroj deloval v najboljšem stanju
Začetna uporaba in vzdrževanje stroja
1. Ko stroj konča namestitev in začne s proizvodnjo, hitrost ne sme biti prehitra, v prvem tednu 20 ur na dan), ohranite hitrost znotraj 10r/min.po enem tednu postopoma uravnajte hitrost na normalno
2. Prvi mesec spada v obdobje uvajanja, en mesec kasneje zamenjajte strojno olje v strojnem gralu in ga zamenjajte vsake tri mesece
3.Hranite strojno olje 1/2-2/3 nivelirja olja, dostavite ga pravočasno, ko olja primanjkuje, da se izognete poškodbam obrabne plošče in povzročite zaklepanje stroja
Dnevno vzdrževanje
1. Vsako izmeno očistite prah, pritrjen na vreteno preje in površino stroja, da ohranite pletilni del in aparat za doziranje čist
2. Vsako izmeno preverite napravo za samodejno zaustavitev in varnostno napravo, če je kakšna nenormalna, jo takoj popravite ali zamenjajte.
3. Preverite napravo za dovajanje preje vsako izmeno, če je kakšna nenormalna, jo takoj prilagodite
4. Preverite ogledalo strojnega olja in cev za nivo olja v rezervoarju
Tedensko vzdrževanje
1. Očistite aluminijasto ploščo za dovajanje preje in očistite zalogo prahu na plošči
2. Preverite, ali je napetost jermena menjalnika normalna in ali je menjalnik stabilen
3. Preverite vrtenje stroja za valjanje blaga
Mesečno vzdrževanje
1. Odstranite ves cambox, da očistite prah
2. Očistite ventilator za odstranjevanje prahu in preverite, ali je smer vetra prava.
3. Očistite vse električne dodatke od prahu
4. Preglejte delovanje vseh električnih dodatkov, vključno s sistemom za samodejno zaustavitev, varnostnim alarmnim sistemom, sistemom za preverjanje)
Polletno vzdrževanje
1. Očistite vso iglo in iglo, preverite vse igle, če so poškodovane, jih takoj zamenjajte
2. Očistite stroj za pršenje olja in preverite, ali je olje neovirano
3. Očistite in preverite napravo za shranjevanje preje
4. Očistite motor in prenosni sistem od prahu in olja
5. Preverite, ali je zbiranje odpadnega olja neovirano
Letno vzdrževanje
1. Pletilne komponente so srce pletilnega stroja, neposredno zagotavljajo kakovost tkanine, o, zelo pomembno je vzdrževati pletilne komponente
2. Očistite utor igle, da preprečite vnos prahu v pletilno blago.metoda: zamenjajte prejo z nizko kakovostno ali odpadno prejo, odprite stroj z visoko hitrostjo in vbrizgajte veliko količino olja skozi valj, delajte med dolivanjem goriva, dokler odpadno olje popolnoma ne izstopi iz utora.
3. Preverite, ali je kakšna igla poškodovana, če je, jo takoj zamenjajte;če je kakovost tkanine preslaba, je treba razmisliti o posodobitvi vseh.
4. Preverite, ali je utor cilindra na enaki razdalji (ali preverite, ali ima površina blaga črte), ali je stena utora igle tesna.
5. Preverite stanje obrabljenosti odmikačev in preverite, ali je položaj namestitve pravilen in ali so vijaki priviti
6. Preverite in popravite vsak položaj ust za dovajanje preje; če je kakšna poškodba, jo takoj zamenjajte.
7. Preverite položaj namestitve vsakega zožitvenega odmikača, da zagotovite, da je dolžina vsake tkanine enaka
Način mazanja, olje in mazanje
1. Način mazanja in olje
(1) Vsak dan preverite številčnico in stroj za valjanje blaga; če je olja manj kot 2/3, dodajte olje.Uporabite strojno olje N10#-N32#.Po polletnem vzdrževanju, če je oljni prah, takoj zamenjajte.
(2) Vsak mesec preverite osnovno prestavo cilindra, dodajte mast, uporabite litijevo mazalno mast št. 3
(3) Pri vzdrževanju vsake pol leta preverite vsak nosilec menjalnika, dodajte mast in uporabite litijevo mazalno mast št. 3.
(4) Vse mazanje komponent pletenja mora uporabljati olje za pletenje (vključno z oljem za stroje za brizganje), kot je olje za visokohitrostne krožne pletilne stroje England Waker.
2. Mazanje
Dobro poznajte vrsto olja in čas mazanja vsake komponente, da zagotovite, da je ves stroj mogoče namazati v nastavljenem času z nastavljenim oljem in nastavljenim odmerkom.
Izpadi in zapečateni premisleki
Vzdrževanje in oskrba stroja je treba izvajati v skladu s postopki polletnega vzdrževanja, najprej dodajte mazalno olje v dele za pletenje, nato nanesite olje proti rjavenju na pletilne igle, nazadnje pokrijte stroj s ponjavo, ki je bila namočena v olje za igle in zaprta v suhem in čistem mesto.
Skladiščenje strojne opreme in rezervnih delov
Za običajne in hitro obrabljive dele je običajna rezerva pomembno zagotovilo neprekinjenosti proizvodnje.Prostor za shranjevanje mora biti hladen, suh in z majhnimi temperaturnimi razlikami, potrebno je tudi redno preverjanje.
Način shranjevanja je naslednji:
1. Shranjevanje igle cilindra in igle
Najprej očistite iglo cilindra, nato pa jo položite v leseno škatlo, v katero ste vlili strojno olje in ovijte z oljno krpo, da se izognete udarcem in deformacijam.Pri uporabi s stisnjenim zrakom odstranite strojno olje znotraj igle cilindra, nato dodajte olje za iglo.
2. Shranjevanje kamer
Razvrstitev odmikačev in skladiščenje, ki je bilo shranjeno v škatli, in dodajte olje proti rjavenju, da preprečite rjavenje.
3. Shranjevanje pletilnih igel
(1) Novo pletilno iglo postavite v originalno embalažno škatlo in ne odstranjujte tesnila.
(2) Stara pletilna igla mora biti čista, preverite, izločite poškodovane, jih razvrstite in shranite z oljem za igle, da preprečite rjo.
Vzdrževanje električnih delov
1. Pomen vzdrževanja
Vezje pletilnega stroja vsebuje natančno elektronsko komponento—inverter.V praktičnih aplikacijah bo zaradi temperature okolice, vlažnosti, vibracij, prahu, jedkih plinov in drugih okoljskih dejavnikov močno prizadeta zanesljivost in življenjska doba pretvornika.Če se pravilno vzdržuje, ne le za zagotovitev zanesljivosti, temveč tudi za podaljšanje življenjske dobe in zmanjša proizvodne izgube, ki jih povzročajo občasne okvare.Zato je potrebno redno vzdrževanje pretvornika in perifernih vezij.
2. Preverjanje pretvornika in perifernih vezij
Pri delujočem delovnem pretvorniku in krmilnih tokokrogih je treba običajno opraviti naslednje preglede:
(1) Temperatura okolja: Na splošno normalno - območje od 10 ℃ do + 40 ℃, tudi pri 25 ℃ ali več.
(2) Vhodna napetost pretvornika: normalno območje je 380 V±10 %.
(3) Redno čiščenje ohišja, prah v krmilni omarici, da ohranite notranjo čistočo električne omarice, predlagano čiščenje enkrat na dan po zamenjavi izmene.
(4) Olje bo pospešilo staranje žic, če je notranja električna omarica pomotoma v olju, jo pravočasno očistite.
(5) Redno preverjajte izpušni ventilator električne omarice; če je poškodovan, ga pravočasno zamenjajte, da zagotovite, da notranja temperatura električne omarice ni previsoka.
3.Redni pregled
Z uporabo letnega časa za remont opreme in osredotočenost inšpekcijskega pregleda na notranji bit pretvornika.
(1) Pri rednem vzdrževanju morate pred delovanjem prekiniti napajanje, dokler indikator napajanja DC vodila pretvornika ne ugasne, običajno več kot eno minuto (večja je zmogljivost pretvornika, daljši je čakalni čas), nato pa izvedite operacijo.
(2) Odstranite zunanji pokrov pretvornika, posesajte vezje pretvornika in notranje module IGBT, vhodne in izhodne sponke ter druge dele.Za brisanje umazanih mest na tiskanem vezju uporabite bombažno krpo s posebnimi čistilnimi sredstvi.
(3) Preverite notranjo izolacijo vodilne žice razsmernika, da ugotovite, ali ima korozijo ali sledove zlomov; ko jih odkrijete, jih je treba nemudoma obdelati ali zamenjati.
(4) Zaradi vibracij, temperaturnih sprememb in drugih učinkov nekatere vpenjalne enote pretvornika, kot je vijak, vedno postanejo prožne, zato je treba ponovno zategniti vse vijake.
(5) Preverite in ugotovite, ali se vhodni in izhodni reaktorji, transformatorji itd. pregrevajo, puščajo, imajo okvarjeno izolacijo, spreminjajo barvo in zažgano ali imajo vonj.
(6) Preverite, ali sta zmogljivost in zmogljivost polnjenja in praznjenja vmesnega DC tokokroga za filtriranje elektrolitskega kondenzatorja dobra, ali ima videz razpoke, puščanje, otekline itd., življenjska doba filtrskega kondenzatorja je 5 let, najdaljše obdobje pregleda je eno leto , po petih letih pa ga prosim zamenja.
(7) Preverite, ali hladilni ventilator deluje v dobrem stanju; če odkrijete neobičajen hrup, nenormalne vibracije, ga je treba takoj zamenjati.V nasprotnem primeru se bo pretvornik pregrel in vplival na življenjsko dobo pretvornika.Cikel zamenjave ventilatorja je običajno 2-3 leta.
(8) Preverite izolacijski upor pretvornika, ali je v normalnem območju (vse sponke in ozemljitveni priključek). Upoštevajte, da ne morete uporabiti megametra za merjenje vezja, sicer bo poškodoval elektronske komponente vezja.
(9) Odklopite kabel priključka pretvornika R, S, T z napajalnega konca, odklopite kabel priključka pretvornika U, V, W s konca motorja, z megametrom izmerite izolacijo med vsakim faznim vodnikom kabla in zaščitno ozemljitvijo. izpolnjevati zahteve, mora biti običajno večji od 1 MΩ.
(10) Preden pretvornik zaženete, pri čemer je vzdrževanje zaključeno, mora pretvornik delovati v prostem teku z motorjem in poskusno zagnati nekaj minut ter potrditi smer vrtenja motorja.
Čas objave: 20. aprila 2022